綿花からタオルができるまで
タオルの原料「綿花」
一般的なタオルの原料は「綿花(cotton)」です。しかし、実際には、綿以外を原料とするものも増えています。例えば、綿より強度が強く、伸度が小さい天然繊維の麻を使うと、独特の清涼感が人気の浴用タオルが作れます。伸度が非常に高い化学繊維のスパンデックス(ポリウレタンを主成分とした合成繊維の一種)を使った伸び縮みするタオルなども普及しています。
他にも、吸水性や脱水乾燥が早く、汚れ落ちも良い化学繊維のアクリルやポリエステルを使うと、汚れを拭き取るのに適したマイクロファイバークロスやダスターなどが作れます。ここでは綿花を原料としタオルをご紹介します。
綿花とは
 綿花の最大限の特徴は、吸水性・復元性に優れていることです。また天然の撚り(自然によじれる構造)を持っており、糸にすると撚りの絡みで強度が増すため、タオルに適しています。
綿花の最大限の特徴は、吸水性・復元性に優れていることです。また天然の撚り(自然によじれる構造)を持っており、糸にすると撚りの絡みで強度が増すため、タオルに適しています。
そんな綿花は、たくさんの種類があり、主に繊維の長さ・繊維の太さ・成熟度・色合いなどで個々の品質が評価されます。タオルだけをとっても、商品の規格によって使う綿花の種類は異なります。尚、オーガニックコットンというのは、綿花の生産工程における基準をクリアした綿花の名称(総称)であり、それだけで高品質を保証するものではありません。
代表的な綿花とその特徴
【ピマ】
アメリ科のアリゾナ州・カリフォルニア州などで栽培される繊維長の長い超長綿です。光沢感があり、天然の撚りも強いため、高品質タオルに適しています。
【スピン】
インドで生産されている繊維長の長い超長綿です。色合いが良く、ロウ分と油脂分の含有量が多く、タオルに使用される最高級綿花のひとつとされています。
【パキスタン綿】
複数の種類がありますが、主に繊維長が短めの中繊維綿で、安価なタオルのパイル用糸として、日本医も数多く輸入されています。日本のタオル生産工場は、これらの安価な糸で、高級感のあるタオルを作る技術が特に優れているとも言われています。
※超長綿とは・・・生地を織る糸の原材料の長さのことを繊維長といい、綿花の中の繊維の平均の長さが35mm以上のものをいう。因みに「短繊維綿」は21mm以下、「中繊維綿」は21~28mm、「長繊維綿」は28mm以上となっている。
タオルの印象が変わる綿糸
糸の太さ
綿糸の太さは「番手」という単位で表され、数字が大きくなるほど細かい糸となります。量販店・コンビニ店舗で販売されたり、挨拶用に配られたりする一般的なぱいるじのタオルや雑巾などの安価なタオルには20番手の糸が使われています。
細い糸の場合には、吸水容量は少なくなりますが、柔らかな風合いになるため、赤ちゃんや敏感肌用には30番手や40番手の糸が使われます。一方、太い糸の場合は、吸水容量とボリューム感が増えますので、ホテル仕様のタオルやバスマットには16番手や18番手が使われます。いずれにしても、糸の太さでタオルの印象は大きく変わります。
糸の撚りの度合い
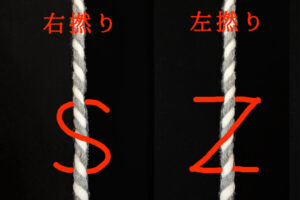 紡績した綿糸には撚りがかかっています。撚りの度合いによって感触が変わります。撚りの甘い糸は、手触りが柔らかく、温かく感じます。撚りが強い糸は、手触りが硬くなり、涼しく感じられます。また、撚りが強いほど、染色したときの発色が濃く見えます。使用用途や他の糸とのバランスによって、Z撚り・S撚りを選びます。
紡績した綿糸には撚りがかかっています。撚りの度合いによって感触が変わります。撚りの甘い糸は、手触りが柔らかく、温かく感じます。撚りが強い糸は、手触りが硬くなり、涼しく感じられます。また、撚りが強いほど、染色したときの発色が濃く見えます。使用用途や他の糸とのバランスによって、Z撚り・S撚りを選びます。
タオルの織り方
タオルの織り方の特徴
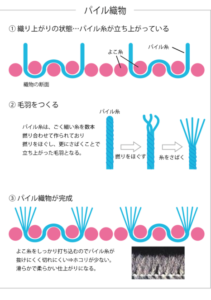
一般的な織物とタオルの違いは、経糸(タテ)・緯糸(ヨコ)とは別にパイル系があり、3本の糸を使うことです。
 一般的な織物の場合、毎回ヨコ糸をキツく打ち込んで、経糸・緯糸を十字にクロスして織っていきます。これを専門用語で“筬打ち”(おさうち)と言います。因みに、筬というのは織機の部品の一つです。
一般的な織物の場合、毎回ヨコ糸をキツく打ち込んで、経糸・緯糸を十字にクロスして織っていきます。これを専門用語で“筬打ち”(おさうち)と言います。因みに、筬というのは織機の部品の一つです。
一方、タオルの場合は、毎回キツく筬を打ち込むのではなく、緯糸を2本目まで織り前の1cmぐらいで止めておきます。そして、3本目の緯糸が入ったときに3本まとめて筬を打ち込みます。そうすると、パイル糸は、約1cmの分だけ上下どちらかに飛び出してループ状のパイルになります。
このパイル糸をループ状に出すために。緯糸2本のw手前まで引き寄せておき、3本目で最後まで強く筬打ちする動作のことを「テリーモーション」と呼び、タオル織の基本原理となります。
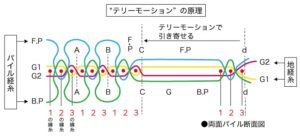
「テリーモーション」の技術は、1851年にイギリスのサムエル・ホルトが完成させたものです。機械の進化に伴い、緯糸や経糸の提供方法は変化したものの。基本原理は今でも全く変わりません。
尚、織機の開口部分を制御する構造には、ドビー織機とジャガード織機の2種類があります。
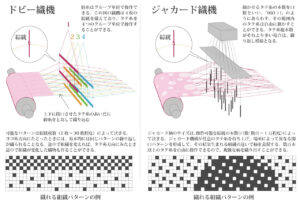 【ドビー織機】
【ドビー織機】
経糸をいくつかグループに分け、そのグループ単位で動かしていきます。チェックなどの直接的なリピート柄、あるいは無地のタオルを織るのに使われます。
【ジャガード織機】
経糸1本1本を自在に動かせるため、パイル系を上下どちらかに出すかを1回ごとにコントロールすることができます。その技術のおかげで、パイル糸を使った自由なデザイン表現が可能で、デザイン性を重視したタオルを織る際に多く使われます。
タオルの製造手順
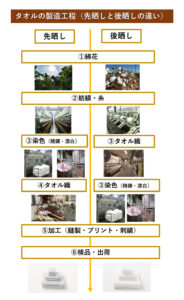
タオルの製造過程は大きく2つあります。「先晒し」と「後晒し」の2種類です。尚、無地タオルを製作する場合には、ドビー織機・後晒し工程で行うと生産効率が良いため、もっとも多く流通しています。
先晒し
先晒し(先染め)とは、初めに綿糸の晒し(精錬、漂白)と染色を行い、色糸でタオルを織る方法です。デザイン表現の自由度が高く、織り上がったタオルには、高級感があります。ジャガード織機を主に使用し、デザイン性の高いタオルを生産する愛媛今治地域で主流となっています。
後晒し
後晒しとは、生のままの綿糸に糊をつけて生成色のタオルを織り、生地になった状態で晒し、(精錬、漂白)を行い、注文にあわせて色を染めたり、プリントしたりする方法です。ドビー織機を主に使用している、大阪泉州地域で主流となっています。製造過程の最後に晒しを行うことで、織るためにつけられた糊や綿糸に含まれる油分、不純物を取り除きます。そうすることで、綿本来が持っている優れた吸水性を高め、清潔でふんわりと仕上げることができます。
タオルの主な染色方法
反応染色
反応染めは、染料分子と綿のセルロースが反応結合して着色するもので、一般的なタオルの染色に用いられます。コストも安く、丈夫で色落ちにも強い性質を持っており、家庭のカラータオルなどは反応染めが殆どです。しかし、反応染料は塩素系に弱く、塩素系の漂白剤によって色落ちします。そのため、毎日繰り返し、洗濯・漂白を繰り返す業務用タオルには向きません。
スレン染料
 スレン染めは、通常の反応染めより色落ちが少なく、洗濯や摩擦にも強い染料です。還元した染料を染み込ませ、空気中に広げて酸化させると、発色・固着します。塩素系漂白剤に対する耐脱色・耐変退色に強く、現在では業務用のタオルに多く用いられます。ただし、染液が酸化しないように管理する必要があり、液の色と染め上がった色が違うので、色あわせが難しいという欠点があります。
スレン染めは、通常の反応染めより色落ちが少なく、洗濯や摩擦にも強い染料です。還元した染料を染み込ませ、空気中に広げて酸化させると、発色・固着します。塩素系漂白剤に対する耐脱色・耐変退色に強く、現在では業務用のタオルに多く用いられます。ただし、染液が酸化しないように管理する必要があり、液の色と染め上がった色が違うので、色あわせが難しいという欠点があります。
提供:日東タオル(株) 代表取締役 鳥山貴弘氏
江戸末期から明治にかけて、日本は海外の文化や技術を取り入れ、独自の文化をさらに発展させていきました。
先人たちの知恵にさらに現在の技術革新によって、より便利に生活できるような商品に生まれ変わっていきました。
今また古くからの技術が見直されつつあります。
これから必要なのは歴史から学ぶことで技術がさらに磨かれていくのかもしれません。
正藍染めオーガニックタオル3点ギフトセット

商品紹介
正藍染めオーガニックハンカチタオル 勝色
商品紹介
正藍染めオーガニックフェイスタオル 勝色
商品紹介
正藍染めオーガニックロングタオル 勝色
商品紹介
関連情報


渋沢栄一のルーツを感じる関連商品販売 | 渋沢逸品館
 渋沢逸品館
渋沢逸品館
渋沢逸品館では、日本資本主義の父と言われ、日本近代文化の礎を築いた渋沢栄一に関わるこだわりの品々を販売しております。渋沢翁の原点である藍染めを始めとし、藍に関連した商品や、関連企業やゆかりの地にまつわる歴史や文化を感じる商品を多数販売しており、知る人ぞ知る銘品をお探しいただけます。
| 屋号 | 株式会社旺栄 |
|---|---|
| 住所 |
〒114-0022 東京都北区王子本町1-4-13加藤ビル1階 |
| 営業時間 | 10:00~16:00 |
| 定休日 | 土日祝 |
| サイト運営責任者 | 鈴木 知子 |
| info@shibusawa-world.net | |